Sunday, April 28. 2013Steam Department Update 04-27-2013Turnout was a little thin this weekend at the steam shop and maybe the museum in general. I think the sudden good weather may have resulted in a lot of calls for yard work !. It was really nice to be able to open the doors at both ends of the shop and have the warm breeze blow thru. There was a great deal of activity in the shop and elsewhere. The central focus is obviously on 1630. · Collin, Phil and I managed to complete the rolling the super heater flues at the firebox end. This provided the opportunity to takes some shots of the process inside the firebox to give a clear idea of the method of operation. First the projection of the tube is carefully adjusted to provide the required 1/4 inch minimum required for the end to be beaded once we have proved that the seal is tight.
The roller is placed in the tube (after Phil has locked the tube into the front sheet as shown last week).
The pin is pushed into the roller. Notice that the pin is well covered with lard, the recommended lubricant for these old rollers.
..... and then hammered to tighten it into place between the rollers.
The air motor is attached to the pin and rested on cribbing set on a scaffold supported on tubes lower in the tube sheet. The air motor then powers the pin, which is drawn into the roller as the tube is expanded. This step is not shown as I had to operate the motor while Collin kept it in place and there is no space for more than two people.
The pin is drawn substantially into the roller, as can be seen in this shot. As it is drawn in it forces the rollers out, increasing the diameter of the tube end as they rotate.
The motor is then reversed to free the pin and the effectiveness of the expansion is checked. Once expanded, the tube end can be hammered with no sign of movement and a good solid note that indicates it has become solid with the tube sheet. · We then moved on to the front tube sheet. Collin, Jason and Phil made substantial progress in rolling the tube ends at the front. The process is very similar except that the greater space allows the motor to be mounted on a reduction drive.
A good coat of lard is essential here too,
There is rather more space to set the roller and pin into place. Attaching the long and heavy shaft to the roller while keeping it straight in the tube is less easy
When rolling, Jason checks the progress of the rolling while Phil bears the weight of the shaft to stop it pulling on the roller.
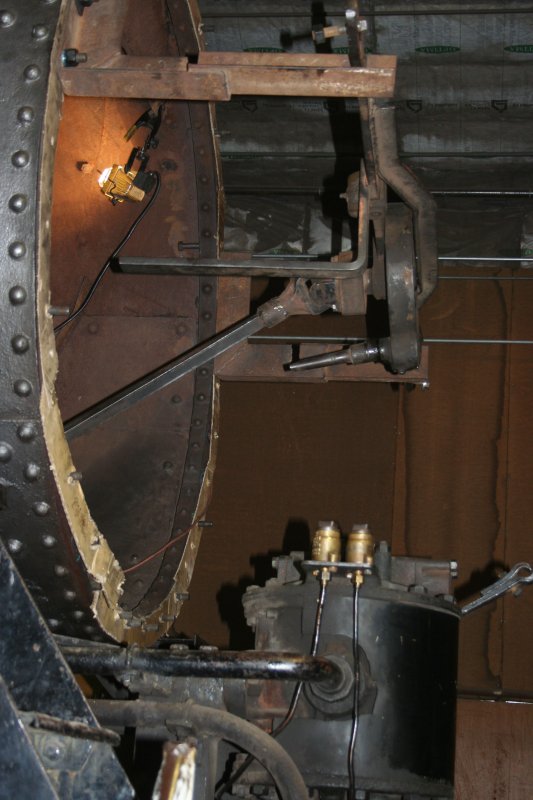
While progress initially appeared extremely good, we detected a problem that has the potential to set us back several weeks. After 10 of the 16 tubes had been expanded, it was found that two had been pulled toward the front by the expansion process. This was completely unexpected as the rolling into the rear tubesheet appeared to be solid and also creates a flare on the outer end of the tube. These tubes are now rolled at both ends, which makes any movement very difficult. However, if we are not able to drive them back sufficiently to allow proper beading at the back, we will have to cut them out and repeat the safe ending process. We will try to move the tubes enough to get the length for beading next week but if we are not able to do so this will be a significant set-back. · Blanks were found for the two stays that must be machined and fitted to the corner patch and work started on machining these ready for fitting. In other areas: · The good weather also enabled another essential task to be undertaken. The water system in the box car was brought back into service. Stu, Ed, Bob and Jerry carried out this work and a difficult repair that was detected during the process. This system provides to water for any steam locomotives running on the site and will be needed initially to provide water for the hydro testing. It is a multi stage process. First water is taken from the well and run thru a softening process before feeding into large underground tanks. The pump system draws water from the tanks thru large diameter pipes to supply the locomotive. The softening is essential given the mineral content of the well water. The capacity of the well and softening system is such that it must run most of the week to provide the water for 1630 to run over a 3 day period. Unfortunately, as the system is located in an old boxcar that could not be effectively heated, it must be extensively stripped over winter and recommissioned in the Spring. We wanted it operating now as we hope that it can be simplified and made more reliable as the crew supporting Leviathan had problems getting water last year. Anyway, after a hard day's work the team were able to put on a satisfying show with water firing across the tracks to the road. Unfortunately when I was not there to record the event !. Stu and Jerry reaching the end of re-assembly. All of the metering equipment on the wall and the softening system on top of the tank beside Jerry has to be removed over winter and refitted in the Spring.
During the reassembly a leak was discovered in the piping leading from the softener down to the underground tanks. A lot of work at arms length down the shaft was required to cut out a section of pipe and fit a connector to replace the leaking section. With all the equipment reconnected the large pump that drives the high volume supply could be primed and tested. This is the large green machine in the center.
· Another project that I was able to see for the first time was the renovation of the wrecker, that Mark Secco has been carrying out. This was originally a steam wrecker but converted to diesel in the 1960's. This very useful piece of equipment has been out of service for a number of years. While there is only rarely lift work to warrant its 100+ ton capacity, when there is a requirement for such a lift, it can cost the museum many thousands to hire in such capacity.
Mark has been working steadily thru it. The main motor is now running smoothly and reliably. It is of such a size that it has a decent sized gasoline motor as a starter. The operation is controlled by air pressure with most of the clutches being double acting (powered both ways). Most of the air controls have had to be rebuilt. Some more work is required to enable the secondary hook and refurbish the cables, but it is good to hear it running again. Having got it fully running, Mark hopes to give it a full repaint and refurbish the runner, the deck of which is currently in poor condition. · Meanwhile Dennis started work on the boom for the forklift. This is one of the projects funded from the benefit concert last year. It will enable us to use the forklift to put heavy objects over the center line of the locomotives. This will be a big benefit when we come to put the dome cover and throttle back into 1630.
So a reasonable week but a lot of nervousness for next week about the tubes. Nigel Sunday, April 21. 2013Steam Department Update 04-20-2013Turnout at the shop yesterday was much restricted. Quite a few people were tied up all day a with the rules test and a number more, including me, were out a few hours for the annual safety meeting. Some others, including Tom and Glenn, had to deal with flooded basements at home after the crazy storm during the week. However a reduced crew made good progress in a number of areas and overcame a few set-backs. On 1630: · We continued with rolling the super heater flues into the rear tube sheet and all 8 on the engineer's side are now done. This shows the method used to hold the flue in place at the front while the other end is expanded into the rear tube sheet. Once that is done the flue is held firmly in place.
An alternative motor was located that can be positioned in ways that work around the siphon and allowed us to reach the top pair of flues. This is "really good fun" as you have to work tight up against the top of the firebox. But it works!. Progress was limited by a few set-backs. Working in a confined space, yours truly managed to drop the expander, when removing it from the tube we had just expanded. Unfortunately the little rollers jumped out when it landed on the grates. So we spent quite a while digging thru the track bed under the loco to find them. However we did find them and, after re-assembly, everything is worked fine on the next two flues. Despite all the checking a couple of weeks back, one flue proved to be marginally short of the required length. Luckily the adjacent one was slightly over length so we could cure the problem by removing and switching the two adjacent flues. At the same time we double checked all the remaining flues to ensure we have no such problems on the fireman's side. With this done, both flues were rolled to complete the engineer's side. We also found an issue with the steel spacer fitted around in the top right flue. The spacer is a perfect, lathe cut, ring of about 5 1/2 inch diameter but the tube sheet is not perfectly flat in this area. So the ring could not fit flush to the tube sheet all around the flue. The beading will not work properly if there is a significant recess or projection anywhere around the ring. The solution involved Collin crawling into the boiler so that he could driver the spacer out to be flush with the tubesheet at its lowest point. This was quite an effort as the space with the tubes in place is a tiny fraction of what it was when the tubes were removed.
However, once this was done, the ring could be carefully ground flush with the sheet all around the hole. This all had to be done before we can safely expand the flue. ASfter all this effort, it should now be ready to expand next week. This shows the spacer with the flue inside. The spacer is now flush to the tube sheet while the face of the flue shows how the spacer has been ground to align with the face of the sheet.
· The remaining small tubes were annealed and brought up to the locomotive for Jerry to finally clean ready for installation. So everything is ready to get the last tubes in. Elsewhere: On the Shay · A small but determined team started by annealing the 7 tubes for 1630 and then annealed the 43 tubes for the Shay that were swaged last; · Having taken a break, after 2 hours working on the furnace, we decided that we were real suckers for punishment, moved the tubes around, and swaged the remaining 45 Shay tubes. So all the tubes for the Shay are now swaged and, once the last batch are annealed, will be ready to go back to storage until required for fitting. A big bonus is that we should now be finished with the swager and can free up the access to the heavy work area. · Dennis was able to start on the smokebox welding. First step was to make good holes and weak areas on the section that is not being replaced.
One of the areas being reinforced is around some of the holes for bolts that secure the front of the smokebox. These have been reinforced to ensure that we have adequate strength in around the bolts. On the machines: · Bob Rugg continued with wiring the planer; and · Bob Milhaupt, who we have not seen in a long time, located and fitted the guards around the backhead drive of the wheel lathe. So, good progress this week despite the limited number of people available. Nigel Sunday, April 14. 2013Steam Department Update 04-13-2013Luckily there are days when things go better than planned and yesterday was one of those. There was a good turn out and several teams were able to work in parallel to get a lot done. On 1630: · Eric and Collin worked on the ferrules in the front tube sheet and successfully ground all those fitted last week back flush with the sheet.
· The last remaining flue, which we knew to be significantly over length, was loaded, carefully marked for the required length, and then removed to the large band saw, where it was cut to length. After cutting it was reloaded into the boiler. So, with this one in place, all the super heater flues are back in the boiler.
· After this Eric and Collin fitted the remaining ferrules and ground these back flush with the tube sheet, making everything ready for the final stage of fitting the flues, expanding the ends into place. Given the "fun" we had with small tubes moving during the expansion process, we approached this exercise with some trepidation!. · The set up is in place to expand the tubes into the front sheet. This will be done using a long, universal jointed, shaft driven from a large gearbox now mounted outside the smokebox. In this case the shaft may be a bit heavy to position and care will be required to ensure that it does not pull the expander out of line. However the drive can be mounted once and is already in place. However, it is the firebox end that we must do first.
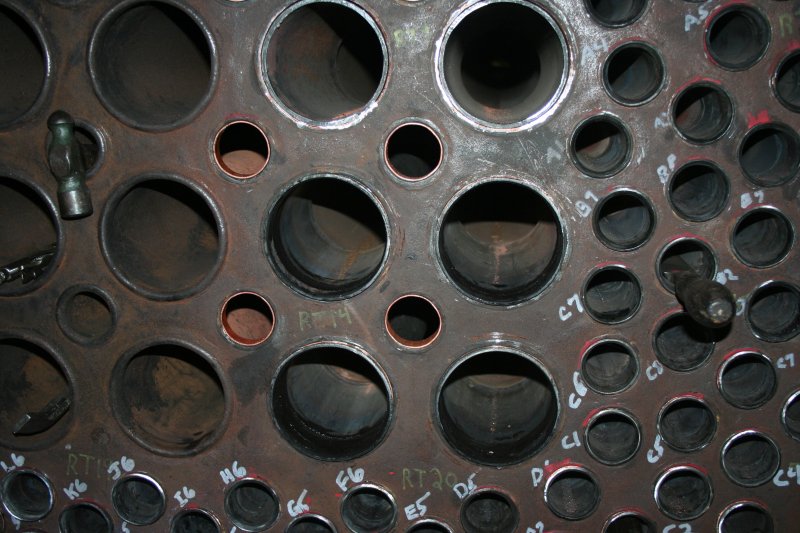
· In the firebox there is no room to fix a drive as we have at the front. The (large and heavy) motor must be positioned to attach directly to the expander for each flue. The game is to set up a support structure of pipe and timber cribbing that will support the motor behind each flue, with the added challenge that the siphon severely restricts the positioning of the motor. So there was a great deal of grunting and cussing as Phil and I positioned the motor for each flue. Having done this for the first flue, we set about the actual expansion with great care. Setting the flue exactly to length is easy, involving no more than tapping the flue to drive it into the sheet until the depth gauge shows a minimum projection of 1/4 inch. Jeff and Jerry, at the front, then locked it into place and watched carefully as we started the motor and expander. Everyone watched for any sign of the feared movement of the flue. But there was none. Having found no great tendency for the flue to shift during rolling, three more were processed quite quickly, with the main effort being in moving the motor between tubes. The way in which this roller operates may explain the lack of movement. As can be seen in a finished tube, this roller carries out three processes in one operation. The tube end is expanded into the hole in the sheet, but the rollers are not simple cylinders, having a recess in the area of the tube sheet. This causes the tube to be expanded more on either side of the sheet. The result is a flare at the open end that will be hammered to form the bead, once we have tested the expansion of the tubes into the sheets for leakage. It also carries out the "prossering" step where the tube is expanded more inside the boiler to secure the tube both sides of the sheet. You can see the groove created by this process. It seems this roller, by starting to deform the tube outwards either side of the sheet first , is effectively locking it into place early in the expansion process.
So 4 of 16 done at the rear. Just hoping the rest go as well as the first four!. The results can be seen by comparing the four lower tubes (expanded) with the ones above where the ferrule can still be seen around the tube, · Meanwhile Brian did a great job on the cladding sheets. The better! weather ( hard to believe a year ago how hot it was) allowed the work to move outside, albeit with a good deal of warm clothing. This is one of the many dirty and repetitive parts of the work but he made good progress and much of the cladding is now ready for priming.
· Ed made good progress identifying and cleaning the pipe work for the backhead fittings in the cab. The objective here is to have as much as possible lined up for fitting as soon as we can complete the initial hydro test and prove the boiler is water tight again. · As part of the swaging described below, the remaining small tubes were swaged so that we have them ready to fit into the holes between the super heater flues once those have been rolled at both ends. · The one set back was that the bucker is still not back from repair. The latest information is that it should arrive next week. Let's just hope that is correct !. Elsewhere: · A very successful swaging exercise in which the remaining 7 tubes for 1630 and 43 for the Shay were swaged in one continuous operation. I have come to believe that the swager is moody!. Some days the jaws do not move smoothly, valves stick and it takes a lot of time and effort to get good results. Others, like yesterday, it starts smoothly, the first (test) tube was no problem and 50 more tubes were swaged as fast as they could be heated, with consistent quality all the way thru.
· There was a good deal of visible progress on the planer this week. First the rebuilt pump was carefully lowered back into its position on the bed of the machine.
Then it was secured into position relative to the motor and the valve block.
By end of day much of the interconnecting pipe work had been fitted. Progress will not be so visible for a while now as the next job is to drill into the floor and fit the anchors. Given the way that this machine operates (the large table with substantial blocks of metal mounted on it, for a combined weight of 500 pounds plus, being propelled back and forth by the hydraulics), it is considered a good idea to have it securely bolted down !.
So, excellent progress this week. If only we can get the riveting under way I will be a lot happier !. Nigel |
Blog AdministrationCalendarQuicksearchArchivesSyndicate This Blog |































Comments
Fri, 03-29-2024 21:26
We're slackers and spend more time working on the equipment in the shop than keeping all you readers updated. We'll work on it, but I'm sure updates [...]
Thu, 03-14-2024 08:02
What happened to the Department Blog? It's been over 2 years and I still regularly check for updates, but nothing comes...
Mon, 12-27-2021 16:28
Happy New Year to all the Departments at the Illinois railway Museum! Thanks for all the good work you do in railroad preservation. Ted Miles, [...]
Wed, 10-13-2021 13:33
Was the CB&Q 1309 every transported to IRM?I’ve been reading old issues of Rail&Wire and the car was mentioned several times.
Mon, 06-07-2021 22:40
I was wondering if in the model layout display what scale would you guys be using and would you be displaying model train history as well? Just [...]
Wed, 06-02-2021 17:27
Nice to see 428's cab back on. Looking forward to when it is operable!
Tue, 06-01-2021 16:47
I hope the work will continue on the UP #428. Now that they are the museum's connection to the national railroad network; she would be very [...]
Sat, 04-17-2021 23:07
What is the status of 126, the Milwaukee Buffet car that is in S. Dakota? Any guess on when or if it will get to IRM?
Wed, 04-14-2021 21:09
Perhaps it is time to scrap the remains of the c, B & Q 7128 to make room for the Villa Real. Ted miles, IRM member
Wed, 04-14-2021 15:26
Hi IRM my name is Jason and I was wonder If you guys would be willing to save a CN Dash8-40cm they are currently being retired by CN and being [...]
Fri, 04-09-2021 19:56
Bear in mind that the Nebraska Zephyr is an articulated train set, so cars cannot be inserted at will. Although cars and/or a second engine could be [...]
Wed, 03-31-2021 11:37
I believe Silver Pony is currently on the back burner, and has been put into storage in one of the barns. The car needs a lot of work done to it's [...]