Sunday, November 11. 2012Steam Department Update 11-10-2012Steady progress over the last two weekends in the steam shop. As ever with the winter approaching there are the jobs needed to prepare for the cold. Last weekend a lot of time was spent draining the boxcar water supply and removing the softener head to the safety of the shop. Not much to show for the effort but it would be a real bust if we have the locomotive ready to run and the water supply was not operational. Piping for the new air system arrived along with some more that we need for 1630. Unfortunately it looks like the supplier had a bad day!. Only one of the 3 types ordered was delivered correctly!. So now we have to arrange return and get the correct material. One of the joys of a volunteer shop working at weekend. You are not there to spot errors when material is delivered. On 1630 we pushed ahead with the key tasks: · Ed and Richard found a good process to anneal the copper ferrules. Sometimes simple is best. We had discussed using the electric furnace in the car shop but, on further discussion, that is not really designed to be opened and closed while hot as we would have needed to do to batch heat the ferrules. So, in the end, the method was to slide them along a rod and heat them with the acetylene torch to a red heat. At the end of the rod they dropped into a bucket of water. Eventually the process was so quick that I did not even get a photograph and all 130 that we needed were done in a couple of hours. · Jeff, Jerry and Alex worked thru the hydro-testing. The work ran well into the evening but, by end of day, they had successfully tested all 16 super heater flues and the new air tank. This was a good if muddy days work. For flues the rig is secured by a long rod running the length of the flue. At one end is secured a blanking plate.
While at the other is attached the plate thru which the water is pumped and pressurized
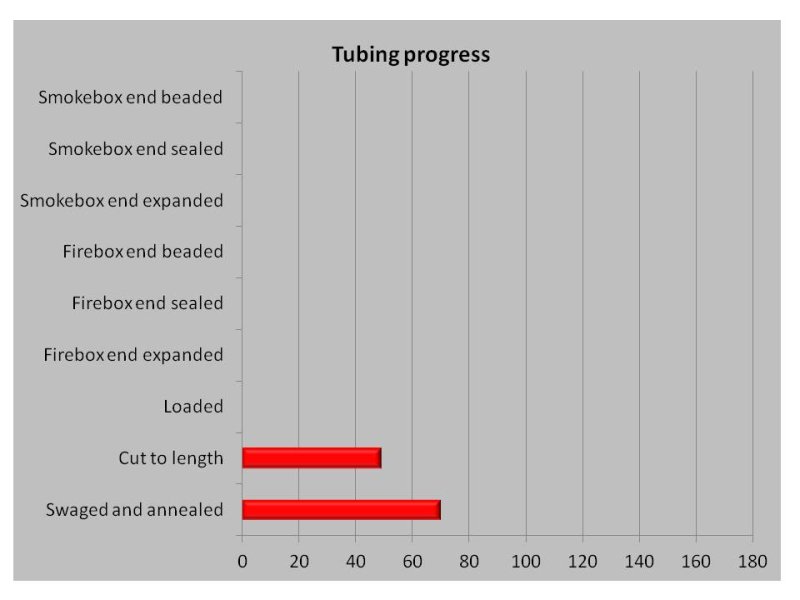
At least we got it done before the weather broke. The air tank tested fine at 240 psi so we can run the air compressor output at 150 psi. This will be a big improvement over the existing reservoir that runs at the system pressure of 90 psi. If we are regulating the system down from a higher reservoir pressure we should get a steady 90 psi at the output. · Meanwhile Mike continued with the patch. The two additional rivets have been successfully removed and focus is now upon final bending of the patch to achieve a tight fit all along the mud ring while aligning with the front and side sheets of the firebox to allow an accurate weld to be made. · On the main activity of tubing, the production line described a couple of weeks ago is now starting to show results. · Cutting to length is now established. Cutting with the chop saw is a spectacular operation. However it is now done quickly. The required master tube is laid alongside the tube to be cut, the distance set and the tube is cut in less than a minute.
· From this operation we have a satisfying stack of nearly 50 tubes cut to length, rough edges removed, painted and ready to load into the boiler. The stack on the fireman's side now shows that we need to get tubes off the stands and into the boiler before we run out of space.
· On the engineer's side we have a further supply fully swaged and annealed ready to cut.
· Meanwhile in the swaging area we brought in another bale of 37 tubes and have about 50 ready for another heavy session in the furnace. Below is a progress log. We are moving forward but there is a lot to do. Follow our progress !
Hopefully I can be a bit more productive next Saturday. After a 10 day business trip to the UK, I was not good for much by 6:30 so it was a short day for me!! Nigel Sunday, October 28. 2012Steam Department Update 10-27-2012It was another day of progress in the steam shop. As mentioned last week, the objective is quite a few weeks of "more of the same". The focus was on re-tubing 1630 and this week saw steady progress: · a further bale of 37 new tubes was brought into the shop. This means that more than half the total (about 170) are now in the shop; · Jerry had cleaned off the swaged ends on the batch that were swaged last week. These were annealed at the other end and moved up to the locomotive; · 28 tubes from the new bale were swaged. This takes us to about 45% of the total swaged. At least this now seems to be a "production" process. We were doing one every 2 -2 1/2 minutes yesterday. The limitation is space. It is not safe to stack a whole bale (37 tubes) on the "hot" side. 28 was found to be about the safe maximum; Here you can see the actual swaging operation as the red hot end of a tube is hammered between the jaws
· Ed continued work on the ferrules by cleaning the rough edges on those that are cut. He also confirmed with the electric car shop that they have an operational annealing oven that is suitable. So next weekend he will aim to anneal the ferrules so that we have a large supply ready for installation; · Master tubes were cut to each of 5 standard lengths and the inside boiler team (Eric and Collin) test fitted these to the boiler. The results were good. Each tube provides the required projection at front and rear when fitted to holes identified for that color; · Later in the day the master tubes were used to cut the first 10 tubes ready for fitting. For those of you visiting the shop there is now a clear progression. New tubes are brought in at the South end, swaged and annealed. Once this is done they move up to a stack on the engineer's side of the locomotive. From here they are taken to the chop saw, cut to one of the standard lengths and then stacked on the fireman's side. From here they will be lifted into the boiler and placed in the tube sheets. On the patch we encountered a, hopefully minor, set-back. When fitting the new plate it became clear that two additional rivets will be too close to the weld line and so will have to be removed and refitted. With the 11 that are already out, this will bring to 13 the number that have to be replaced and refitted. A nuisance as these 7/8th rivets are tricky beasts and require a good deal of work to get out. In other areas · the new air tank was fitted with plugs and connections so that it is now water tight. A pressure gauge was fitted and it was filled with water. This will allow the water that we need to hydro-test it to warm up in the shop during the week and also serve as a reservoir when testing the super heater flues. (Hydro tests need to be done with warm water). · good progress was made on cleaning out the valve block for the planer. This has now been freed of gunge and the valve passages polished.
I am leaving tonight for a 10 day business trip to the UK so will not be at the shop next Saturday. So there will not be an update next weekend. Nigel Sunday, October 21. 2012Steam Department Update 10-20-2012This was a productive day in the steam shop but may sound rather dull from the blog perspective. In essence successful progress toward having 1630 running next year will depend upon doing the same repetitive tasks for much of the next month or two. The question is often asked - will 1630 be running next year?. The answer is that we sure hope that it will and are doing our best to ensure that it does. One thing that will have a major effect is funding. While we have the major materials in hand, we are now pretty much out of funds on both 1630 and 428. There will be steps where we can save time by having some work done by specialists but we currently do not have that option. So .................. please consider donations to the 1630 or 428 funds. The next major milestone is to have the boiler water tight again. To do this we must refit about 180 fire tubes plus 16 super heater flues and fit the patch in the firebox. Once the boiler is proved water tight we can move on the last leg which is to refit super heater elements, accessories and lagging before carrying out the hydrostatic and steam tests that will prove fitness to run. Fitting each tube has several steps · the tube is first swaged, which means reducing the diameter of the 2 inch tube to 1 7/8th at the end which will be fitted into the rear tube sheet. This is done by heating and then hammering in the dies of the swaging machine. · the tube is then cut accurately to a length that will allow 1/4 inch projection at the rear tube sheet and 1/4 to 3/8th at the front. Since there is a variation of close to 1/2 inch between the longest and shortest tune, this requires matching of tubes to specific locations. · copper ferrules are then expanded into the holes in the rear tube sheet to make a better seal between the tube and the tube sheet. · tubes are then placed into position and the process of fitting can begin. The fitting is itself a multistage process consisting of: o expanding the tube, using a set of rollers, so that it is a tight fit into the tube sheet; o rolling over the projecting end of all the tubes in the fire box and some in the smoke box o further expanding the tube just behind the tube sheet to provide a second level of sealing. Each step will not be completed for all tubes in sequence as, for example, we do not have sufficient space to have 180 17 foot tubes in the shop. So some will need to be located in the boiler before we can swage more. Thanks to Eric Olson for the photographs below, which show the swaging operation. Shots of this operation were hard to come by as I am busy playing with a red hot tube rather than a camera!!. Step 1 - the end of the tube is heated in the oil fired furnace:
Step 2 - a wire brush is used to remove mill scale from the surface of the tube which the hammer might drive into the metal causing surface damage:
Step 3 - the tube is briefly re-heated, then the end is placed into the swaging hammer. The tube must be turned steadily while the hammer is working to get a smooth surface and even reduction in diameter. One of the learnings is that, while I have loaded the tube and am operating the swager, Jeff is turning the tube. The tube is so darned hot where I am that you cannot grip it to turn smoothly even with heat resisting gloves.
Step 4 - The tube then joins the stack of swaged tubes to cool while we move on to the next one:
This week, within this overall process: · we completed marking the tube sheets so that we can now clearly see which length of tube is required for each hole and into which hole in the rear tube sheet the tube must run from each hole in the front tube sheet. · after encountering a few problems with the swaging machine, we established a good "production" process and swaged a further 20 tubes so we are now up to about 45 swaged. · calculated the length of tube required to correspond to the measured lengths between tube sheets and cut the first of the standard lengths. The game plan will be to ensure thru test fitting that a standard tube of each length correctly fits a sample of the holes in the tube sheets for that length and then use these as a pattern from which to start "mass producing" tubes of each required length. · in addition to the work on the tubes, the patch for the firebox was bent on the McCabe and, when I left, there were some fairly positive mutterings coming from inside the firebox where Mike was offering it up to its location. Having the patch accurately formed to the mud ring will be a big step forward on that activity. This provided an interesting demonstration of the power of the McCabe flanger. This is 1/2 inch thick steel boiler plate. The flat section of plate is clamped into the jaws:
As air is applied to the main cylinder the jaws move down and bend the plate. The startling thing when operating the machine is that there is no noticeable change in tone or speed of movement as it contacts the plate. You have to watch carefully to see when you start the bend as the machine shows no load at all when bending this thick plate.
... and in very little time you have the full right angle bend.
In other areas: · Ed and Bob further cleaned the valve block for the planer after a week in the cleaning tank. The flow of "black goo" now seems to have ceased and the internal passages look pretty clean. So hopefully that is now getting close to the point where it can be reassembled and refitted. · The "new" air reservoir was moved to the South end of the shop to set up for hydro testing. This raised some interesting questions about what sort of air filter was in place when it was used by the Milwaukee Road. Jerry removed the most incredible amount of debris from the bottom of the tank which seemed to consist of general dirt and dust held into substantial blocks by compressor oil !. So a productive weekend in the steam shop. Nigel |
Blog AdministrationCalendar
QuicksearchSyndicate This Blog |
|||||||||||||||||||||||||||||||||||||||||||||||||
















Comments
Mon, 09-08-2025 08:22
Good job on the Burlington Nortern 9976. OK.
Tue, 08-12-2025 12:56
No new news that I have heard of thus far.
Tue, 08-12-2025 12:53
I'll also be doing another update on it soon. Keep en eye out for that.
Tue, 08-12-2025 12:47
A little work was done to it for Diesel Days this year. You'll see photos floating around for the temporary short term job that was done to make it [...]
Wed, 08-06-2025 13:01
Is steam car CN 15444 going to be coming to museum several times it was to be moved to muesum
Sat, 07-19-2025 18:56
Yeah, sadly it's still there as of 7/19/2025
Thu, 06-12-2025 19:14
Its been 14 years guys, where is the unit? Like really? Did you guys misplace it? Or are repairs taking that long? At this point be might we will have [...]
Wed, 04-09-2025 17:40
Jamie Thanks for the update. She's gonna shine like every thing else you guys do! Smeds
Thu, 03-06-2025 16:28
Yes, there is a wye. Those two have been MU'ed on diesel days a year or two ago.
Wed, 03-05-2025 14:04
7009 number boards look good. Is there a way to turn a locomotive around at IRM? In case you ever had a mind to connect 7009 and 6847?
Fri, 03-29-2024 21:26
We're slackers and spend more time working on the equipment in the shop than keeping all you readers updated. We'll work on it, but I'm sure updates [...]
Thu, 03-14-2024 08:02
What happened to the Department Blog? It's been over 2 years and I still regularly check for updates, but nothing comes...