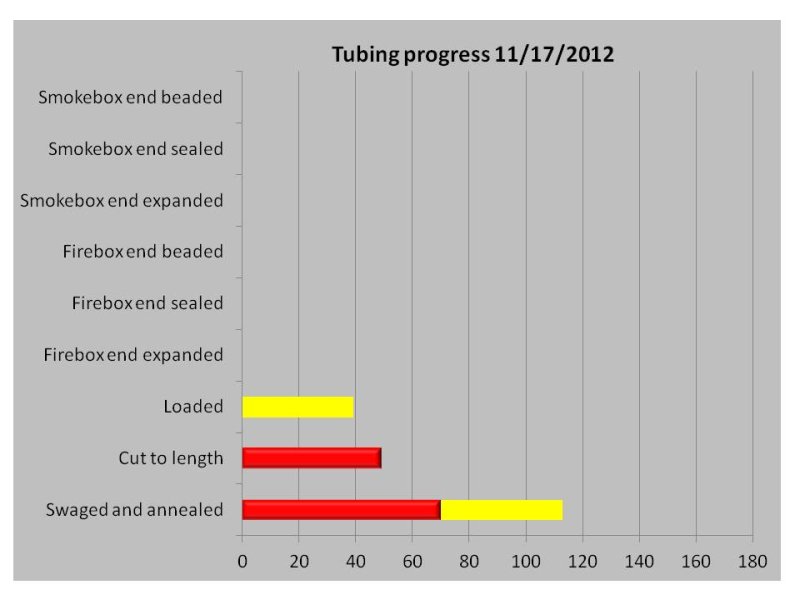
Sunday, November 18. 2012Steam Department Update 11-17-2012This weekend was "more of the same" at the steam shop, which was good as that is exactly what we need at this stage to get 1630 back together. Also, looking back, it is just about a year ago that I started logging detail of activity in the steam shop. It makes an interesting trail of what we have achieved so far. The focus is now on preparing tubes for fitting and progress this week was good:
· we broke the record by swaging and annealing 43 tubes in the day. This is well over half as many as we have processed in all previous days combined. The other positive development is that several people learned the technique during the day so that we now have a number of people who can carry out this process. Here we can see Eric and Mark heating a tube in preparation to swage.
And a nice shot of the swager actually forming the end of the tube.
The one set back was that the ends of the last tubes swaged were not as smooth as they need to be. This proves to be the result of "mushrooming" of the edges of the dies. We polished this off in the evening so should be ready to continue next week. However it probably means that we should not do so many tubes at one time. We suspect that the issue may be that, over time, heat transfers to the dies and that is probably what allowed the deformation. Looking at the picture above it is easy to see how this could happen !!. · We started on loading tubes into the boiler and made good progress. 39 tubes were placed. We started at the sides as these are the most awkward to fit. Thanks to Roger for the photographs as I was buried in the smoke box doing the unseen bits!!. Most of the tubes in the bottom section will simple be pushed thru their hole in the front tube sheet and guided into the matching hole in the rear tube sheet with the ferrule already in place in the rear tube sheet. The ones at the side are more tricky. Because of the steam pipes, the tube cannot be passed thru its hole in the front tube sheet except at an angle that prevents it being fully inserted. So, in this area, the tubes are inserted thru one of the large super heater flue holes then moved to their actual location with help from someone in the boiler. Once in place, they are pushed forward to allow the guy in the firebox to fit a ferrule and then finally slid back into position. The picture show the external part of the operation and not Eric (in the boiler) and me (in the firebox) struggling in the confined spaces !!.
· The stack of tubes on the fireman's side, that looked so large last week, is now virtually gone but we have a good supply ready to cut to length. We brought another bale of 37 into the swaging area. Very satisfying, there is now only one more bale left in the boxcar so the end is in sight. An interesting statistic on the tubes we are fitting. No wonder the piles look so large, the total length of the small tubes in 1630's boiler is a bit more than 0.6 MILES. · Another substantial task is Jerry's work on cleaning up the swaged ends of the tubes. Each must be polished with a sanding wheel on the die grinder to remove the scale formed in swaging. Jerry has put in many hours of work during the week to ensure that the tubes that we swage one weekend are polished and ready to use the next.
So progress continues and it is really good to see obvious re-assembly work taking shape after so much stripping. The target will be to load all the required tubes before we start to expand them into the tube sheets. Actually fitting the tubes into the boiler starts the time clock on the certification period so we do not want to do this before all is ready to push forward. In other areas, Bruce was working on the detail measurements for rebuilding the axle boxes on 428. Nigel Comments
Display comments as
(Linear | Threaded)
Nigel
Glad you're thinking about the calendar. As soon as the tubes are installed the clock starts to run. We should have everything else that can be completed, such as exterior appliances, plumbing, etc., done and the superheater components ready to go back in before the first tube is installed. If we can lag the boiler and sheeth it before then we should do that too, though the hydro test needs to be accomodated.
#1
Vince Borst
on
2012-11-20 09:34
(Reply)
Vince,
Yes. Clearly it is a consideration that significantly impacts our planning but, as you are very aware, it is not strictly that the clock starts to run as soon as you start to install the tubes but that the date runs from the earlier of in service date or a year after starting to install the tubes. So, once we start tubing, we are driven to be in service within the year.
Obviously we aim to have no significant items to delay us once we start to tube. However, there is a great deal that cannot be started until we have the tubes in. We have to hydro test to prove the tubes are sealed before we can do anything like lagging or fitting the super heaters or accessories. ... and the patch is sort of critical to even the first hydro test.
Nigel
#1.1
Nigel Bennett
on
2012-11-25 19:31
(Reply)
Add Comment
|
Blog AdministrationCalendarQuicksearchComments about Illinois Central Gulf 2002, a Paducah SD20 Tue, 06-02-2026 19:38 Always a treat when a new diesel comes to IRM! Only wish we'd get more diesel department news from week to week, I always wonder what's going on in [...] about Indoor storage after Barn 15 completion Wed, 03-25-2026 18:21 Exciting to see a new barn going up! What's next, after the RAIL project is complete? about New Acquisation: What is CN 15444? Tue, 08-12-2025 12:56 No new news that I have heard of thus far. about Burlington Northern 9908 body work Tue, 08-12-2025 12:53 I'll also be doing another update on it soon. Keep en eye out for that. about Burlington Northern 9908 body work Tue, 08-12-2025 12:47 A little work was done to it for Diesel Days this year. You'll see photos floating around for the temporary short term job that was done to make it [...] about New Acquisation: What is CN 15444? Wed, 08-06-2025 13:01 Is steam car CN 15444 going to be coming to museum several times it was to be moved to muesum about New Acquisation: What is CN 15444? Sat, 07-19-2025 18:56 Yeah, sadly it's still there as of 7/19/2025 about Burlington Northern 9908 body work Thu, 06-12-2025 19:14 Its been 14 years guys, where is the unit? Like really? Did you guys misplace it? Or are repairs taking that long? At this point be might we will have [...] about Milwaukee Road 33C update 3/23/2020 Wed, 04-09-2025 17:40 Jamie Thanks for the update. She's gonna shine like every thing else you guys do! Smeds about Diesel Shop update 3/5/2025 Thu, 03-06-2025 16:28 Yes, there is a wye. Those two have been MU'ed on diesel days a year or two ago. ArchivesSyndicate This Blog |