Tuesday, February 9. 2016Steam Department Update January 2016
A very busy month in the steam shop that can best be described as “so far so good”.
In the last blog I outlined the plan for work on #1630 this Winter. Thru January we have worked steadily on this plan. The discovery in December that the valve chambers were worn to the extent that both need to be re-bored turned the program for this Winter from one that looked relatively simple in comparison the last year into one that will be a challenge to complete for May.
However, we have now completed re-boring the first valve chamber (engineer’s side), which is a huge step. In this entry, I will describe what has been involved in getting this far. What we have found so far does suggest that, once this work is completed she will be substantially more capable than at any time since she arrived from Eagle Pitcher.
The detailed measurements of the two valve cylinders revealed a great deal of wear. The valve moves over a relatively limited proportion of the overall cylinder length (over and either side of the port openings. This means that the wear is very uneven over the length of the bore. In our case the worst area of wear (on the fireman’s side) was approaching 1/8th inch larger in diameter than the unworn areas of the same bore. This is well beyond tolerances that would have been acceptable during overhaul in steam days.
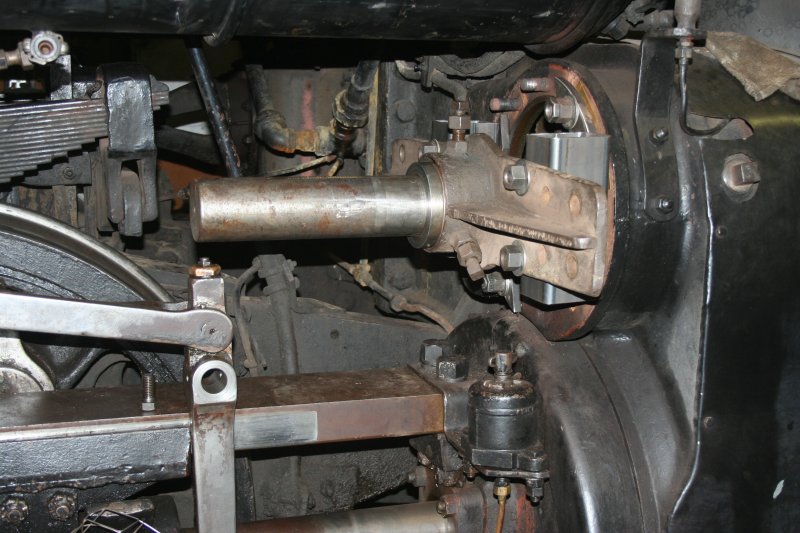
Each valve is a quite complicated assembly. This shows one complete valve just detached from its rod.
The seal between the valve and the cylinder at each end is made by two pairs of spring loaded rings. Each ring is made up of 4 equal segments. Between each pair of rings is a solid iron bull ring. It is the bull ring that forms the bearing between the valve and the liners of the valve chamber. When new the clearance between the raised section of the bull ring and the liner should be 1/32 inch. Not visible when the valve is assembled is the fact that the bull ring has extensions on either side of the visible bearing surface and about ½ inch below it. These form the base of the channels in which the spring rings fit.
At each end of the valve is a cast “spider” which has a central hole thru which fits the valve rod. The spider has a machined cylindrical body the end of which fits into the fabricated valve body. The spring and bull rings are fitted around the cylindrical body of the spider. When the components are fitted to the valve rod and the not tightened the bull rings set the spacing between the spider and the valve body and so set the critical width of the slots in which ride the spring rings. This is a very significant dimension as the spring rings must be free to move to maintain the seal but, as they are prevented from coming out of the valve only by small lips, excessive play can lead to a ring segment coming free and damaging the cylinder. The machining of new bull rings will be a careful and accurate exercise!.
The whole valve is assembled on the valve rod. The back of the valve assembly sits against a ring firmly attached to the rod. When the rods are separated from the valve, the retaining ring can be clearly seen
When assembled as below the ring is hard against the spider at the back of the valve.
The various parts of the valve are fitted moving from back to front and then the other end of the assembly is clamped into place by a nut threaded onto the front of the valve rod so holding the parts together as a single assembly. Here you can see the large castellated nut and cotter that clamps the assembly from the front.
Once the clamping nut is removed the front spider can be carefully driven away from the valve body. The amount of force needed varies depending upon the extent to which carbon has built up around the parts. Comparing this view to the previous one, the spider has moved far enough away from the valve body to open up the slot which traps the rear pair of spring rings sufficiently to allow the spring and rings to be removed. At this point the front pair of rings are still trapped in their slot between the bull ring and the spider.
Considerably later, the bull ring has been pulled off the spider releasing the front pair of rings and the old bull ring is now shown on top of the cast iron that is being prepared for machining to make the replacement.
With all rings removed the spider sits on its own and is in process of thorough cleaning to remove all carbon and allow the new bull ring and spring rings to be assembled onto it.
Similar cleaning is required on the valve body, here seen with both spiders removed.
Both valves have now been stripped to their components and cleaning of the valve bodies and spiders is well under way. We have new spring rings of various sizes that were obtained with the locomotive in the 1970’s. These were made in 1/16th inch increments between the nominal bore size (12 inch) and the maximum allowable re-bored size (12 3/8 inch). We do not have a complete range so the actual size to which we bore the cylinders will be determined by both what is required to remove the wear and reach a smooth, true bore and the rings we have available. The likely size is 12 3/16 as this is both slightly above the worst measured areas of wear and a size for which we have adequate new rings.
So far the ES valve liners have been bored. First the substantial mounts, that hold the bearing ion which the boring bar rotates, must be firmly bolted to to each end of the casting.
Once the mounts are in place, the boring bar itself must be carefully slide into the mounts. This is a fun exercise!. The bar must be very rigid as the objective is to hold the cutters so that they maintain accuracy of cut to within thousands of an inch along it whole length. This requires a bar of about 3 inch diameter. It took 6 guys to move it along the shop. So gently positioning and sliding it into position is no small task!. Just to make it more fun, the cutter head must be placed over the bar as it is fitted thru the rear bearing and before the bar can be pushed along the length of the cylinder.
Success. Here the end of the bar projects thru the bearing at the other end of the cylinder.
The boring itself is very difficult to capture. The gears that allow the cutter to be manually advanced and retracted, then locked to the screw mechanism to make the cut, have been attached to the shaft at the front.
An air motor then turns the shaft, with the cutter head attached, while the gears slowly turn a geared shaft running the length of the boring bar to which the cutter head is geared. In this way the cutter head is advanced a fraction of an inch at each rotation. Each cut takes about 30 minutes but it takes at least that long to accurately adjust the cutter head to required depth for the next cut
Once the actual re-bored size is determined, we can start to machine the new bull rings. These are required to be 1/32 under the bore size on their flat surface.
The bull rings and cylinder liners are made of cast iron, the wear properties of which were found most suitable for this application. This makes the first stage of producing replacements unusual. I suspect that, in steam days, blanks, from which the bull rings would be machined, were specially cast for the purpose and requiring limited machining to complete. Nowadays that is not economic on a small scale. Suitable rings are not available so we must start from a disk. The first step is therefore to produce the ring, of a suitable size for final machining, by cutting probably 75% of the total weight of the disk out of the center to produce a ring. This is a long and tedious process on the lathe, taking several hours for each ring. Brian has worked at this for several days and has now produced the 4 rings needed. All this was accomplished amid a deal of comments from the rest of the team around him going into the mass production of iron filings!.
In other areas
Works continued on producing the bracing that will allow us to rivet the smokebox of the Shay.
Good progress has been made on completing the cab of #428 to the extent that it is now being fitted with windows.
The large compressor for the new air system is now wired and was recently run in test mode. This was the first time that this compressor has run under load since it was salvaged from the Milwaukee Road shops many years ago. Testing allowed a number of adjustments to be made but also indicated the need to replace one valve and install an unloading mechanism. This will take a couple of week but then we should be ready for inspection and commissioning.
Nigel
Sunday, February 7. 2016Diesel Shop update 2/3/2016 and 2/6/2016Wednesday evening in the shop was Kyle M, Jeron G and myself. We continued on the inspection items on CE 15. Before Kyle and I arrived, Jeron continued working on all the hood latches, removing any one that had bend or stiff linkage, straightening them as needed, and cleaning and lubricating all of them with a dry graphite lubricant. It is amazing how well and easily these doors close and latch now. All three of did the engine inspection, with Kyle on the right side, me on the left side, and Jeron and the bar turning the engine. During this process, we check the pistons, rings, and liners, a whole bunch of things in the air box and crank case. With no issues found, we moved onto other things. Kyle sanded and primed the surfaces where the front radiator screen bolts to the carbody, and finished by bolting the screen back on. Jeron started pulling the flange lubricators off to see if those can be repaired and put back into service. He was finding some very worn parts and it should be interesting to see what we are able to do with them, more to come there in the future. I spent some time removing the water sight glass, cleaning it, and reinstalling it. Much easier to see the coolant level now. I also changed both main reservoir drain valves.  Photo: Here we see the cylinder liner and intake ports through the air box inspection hole.  Photo: Going in close, when the piston is down, you can see the top of the piston, and across the to the other side of the liner to the intake ports and wall of the liner.  Photo: While the engine is be turned by hand, you can see the upper piston rings.  Photo: While the piston is near the top of the liner you can see the condition of the bottom half of the liner.  Photo: Another view of the same cylinder and bottom of the piston carrier.  Photo: This is what is left of the flange lubricator shoe, many many years of wear. On Saturday, it was Mike B, Jeron G and myself. Sorry, no pictures from this day as I just didn't remember to take any. Mike checked and oiled the friction bearings, went through the fuel pump motor and cab heat motor, cleaned some light safety globes and bulbs, and cleaned the rear headlight lens and reflector. I oiled the radiator fan bearings and then we both put the panels back in place for the duct from the fans to the radiators. Jeron started working on the sand hoses and checking more with the flange lubricators. After I had returned from a meeting and after we all had a late lunch, I went through all of the traction motors and checked the motor support bearings. All of the latch handles on the top of the motors were stuck, at some future date those will have to come off and have the pins replaced to make them work properly again. The cab floor and subfloor were all vacuumed. There's just a handful of items that remain before this inspection, along with some other improvements, are completed. Until next time. Friday, February 5. 2016More on the Dover Strait
The Dover Strait has received much attention in January in spite of all the cold, snowy, and rainy weather. Dale and Mark have been working away at removing much of the old three layers of paint in bedrooms A and B. We have committed ourselves to removing as much paint as possible from these last two bedrooms before the Spring weather sets in. Myself along with Mark, Dale, Bob, Austin, Jane and Howard have worked on this project either in barn 3 or in the heated wood shop extension.
 While looking for other parts in the Floyd River I came across this specialized removable table.  This table, seen here, was used in club lounge cars such as the Dover It fits perfectly and will provide a pattern for two more we need in this lounge  The old paint removed from this door from bedroom B in the Dover  Bob Olsen working of the removal the old paint from the bedroom A door  Austin and myself are also working on the paint removal  Results of the days efforts  Dale has made it his mission to remove as much old paint as possible before the weather turns warmer  What a difference a hard days work will make  All this was accomplished at the end of the day. Thanks Dale It really looks a lot better |
Blog AdministrationCalendarQuicksearchArchivesSyndicate This Blog |














Comments
Tue, 06-02-2026 19:38
Always a treat when a new diesel comes to IRM! Only wish we'd get more diesel department news from week to week, I always wonder what's going on in [...]
Wed, 04-01-2026 09:01
Good job on the barn 15
Wed, 03-25-2026 18:21
Exciting to see a new barn going up! What's next, after the RAIL project is complete?
Mon, 09-08-2025 08:22
Good job on the Burlington Nortern 9976. OK.
Tue, 08-12-2025 12:56
No new news that I have heard of thus far.
Tue, 08-12-2025 12:53
I'll also be doing another update on it soon. Keep en eye out for that.
Tue, 08-12-2025 12:47
A little work was done to it for Diesel Days this year. You'll see photos floating around for the temporary short term job that was done to make it [...]
Wed, 08-06-2025 13:01
Is steam car CN 15444 going to be coming to museum several times it was to be moved to muesum
Sat, 07-19-2025 18:56
Yeah, sadly it's still there as of 7/19/2025
Thu, 06-12-2025 19:14
Its been 14 years guys, where is the unit? Like really? Did you guys misplace it? Or are repairs taking that long? At this point be might we will have [...]
Wed, 04-09-2025 17:40
Jamie Thanks for the update. She's gonna shine like every thing else you guys do! Smeds
Thu, 03-06-2025 16:28
Yes, there is a wye. Those two have been MU'ed on diesel days a year or two ago.