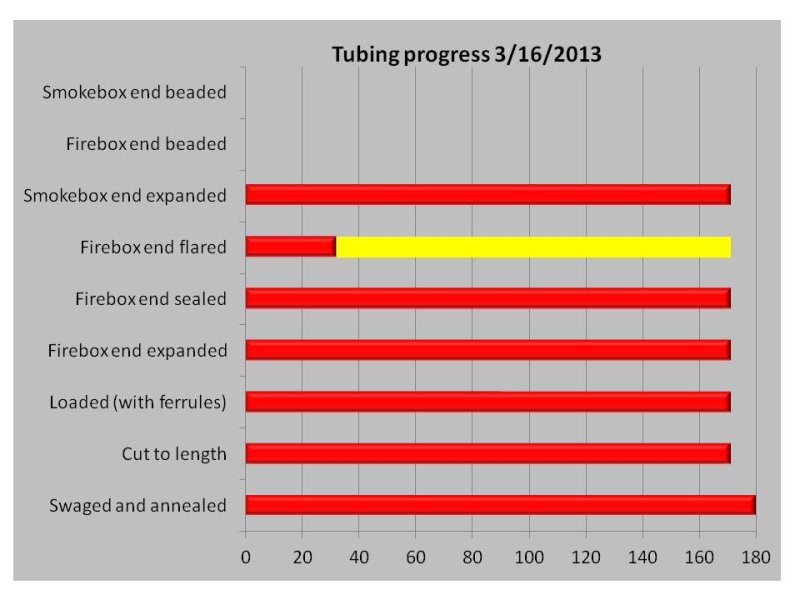
Sunday, March 17. 2013Steam Department Update 3-16-2013After a hard day at the shop it is always good to be able to say that we achieved what we set out to do. Having a major target in sight certainly encourages you to keep going! On 1630: All the small tubes below the super heaters are now completely installed to the point at which we will first test them. (As mentioned previously, they should be water tight after expanding and flaring. So we aim to do an initial hydro test to identify any that need to be tightened before we roll over (bead) the ends of those that need to be so treated).
· A number of us took turns to expand the firebox tube ends with the air hammer. The technique developed last week worked well. Brian rolled any tubes that showed signs of moving during expansion a little more to ensure they were tight. He has become our expert with the tube roller, having expanded almost all the ends into the front tube sheet. The expansion is a tough job. It takes a lot of effort to control the large air hammer and ensure that a smooth flare is produced. All this must be done while squeezed in above the arch tubes where the heat builds up nicely. However, we found that you could do 6 to 8 before running out of steam. As you weaken, you are able to apply less force to the hammer and the flaring becomes less effective. So the time to stop is pretty clear!!. Anyway, by constantly switching operator, we achieved the objective and flared more than 130 tubes in the day. Here you see Phil and Brian at the end of the job. In this case Phil operates the hammer while Brian watches the tube end closely for any sign of movement. This is critical as the guy on the hammer cannot easily see if the tube starts to move;
Meanwhile Mike and Ralph worked on the holes thru which the patch will be riveted to the mud ring. The preparation is everything. The hot rivet is hammered into its hole in maybe 25 seconds. However the shape it will take is determined by forming the hole and the design specifies that the rivets are not all the same. Some have conical heads with a small countersink into the sheet, while others are countersunk almost flush. Here Mike is cutting the countersink into which the rivet will be formed. So, as is the way with this work, we now move on from techniques with which we have become familiar to new ones. The next step on the tubing is to fit the 16 large super heater flues (and the remaining 9 small tubes that lie between them). While the general principles are the same, the tools are distinctly different. You certainly cannot use an expander on a tube this size. Both ends and the ferrules at the firebox end will need to be rolled into place and these rollers are on a whole different scale from those we have been using. On 428: · Dennis continued with building up the truck axles boxes. The focus this week was on building up the ledges on which the grease cellar rests to provide lubrication to the journal from below;
· While Dave and Phil continued building the machining guide to mount the axle box wedges in the shaper. Elsehwere in the shop: · A big visible step was made on the wheel lathe. The large gear, that was cracked and has been repaired, was finally fitted into place along with the clutch mechanism. The mechanism was broken, either when the lathe was acquired or in transit, and has been rebuilt with some missing and broken parts reconstructed from drawings. The gear is driven by an electric motor (behind the gear itself) and free wheels on the shaft unless the clutch is engaged (from a lever at the operator's station. The control linkage was also reinstalled and can be seen running across the end of the lathe to the clutch mechanism. Much to the relief of all involved, this now operates correctly when the control lever is moved!.
· Stu, Bob and Eric positioned the planer. This may not look much but is a big step in activating this machine. This a very substantial weight that has, to this point, been resting on rollers. It has now to be finally positioned and leveled after which the rebuilt hydraulics can be reconnected. During the afternoon and evening the machine was positioned. Then the leveling screws were all cleaned up and located on steel plates. The machine was the raised off the rollers and slowly lowered so that it sits only on the leveling screws. Next it will need to be accurately leveled (it currently demonstrates that the floor is not accurately level!) and locked into place. Here you can see the early stages as Stu screws down one of the leveling screws to lift the main body of the planer and release the rollers that are still seen projecting from under the machine
So next week we can start the next phase of the tubing. Nigel Sunday, March 17. 2013Wood Shop Update - March 16, 2013There was a lot of good work done by a lot of good people and here is a sampling of what was going on. Of course I did not record images for all the work, but you get the idea. Still, a lot of photos to post, if you do not mind.  Panels Victor Humphreys was prime painting the moldings and the panel inserts for the new doors for Chicago Great Western X 38. As the saying goes - there is always something to be done. In this case, every week, we take a step closer to completing these doors. Good friend and volunteer Kirk Warner was visiting from Florida - he and Victor are working on getting some new glass cut for the project.  The Other Side of the Coin Or - the other side of the panels. They also got primed, in this case with a different color primer, since the interior will get a lighter coat of finish paint.  Window Post Caps There continues to be real progress on Cleveland Transit System 4223. This PCC car is getting interior window post caps, here shown with Eric Lorenz fighting the good fight.  Window Post Caps Loren Tweed is also working hard on the 4223 project, the current task of installing the post caps. They have all but a handful of 'stinkers' installed. The 'stinkers' being a few that need more persuasion to fit properly.  Tenons We made major progress on the two 'special' round top windows for the Boston & Maine 1094 passenger car. A lot of different volunteers contributed to the progress - here Bill Peterson is working on tenons for the round top rail.  Coming Together The tenons have been cut and fit for the first window and Rich Witt is working to trim and fit the joint for an exact match.  Brian Patterson Photo All the parts are fit and clamped into alignment and a hardboard template fixed in place. Then a pattern cutting router bit follows that to finish cut the exact curves and shape. Tim Peters, Buzz Morisette, and Bob Kutella discuss ways to work with the grain of the pieces rather than fight them.  Chips Flying Rich, Tim and Buzz are making the chips fly on the first sash with the pattern.  Number Two Rich has just helped the tricky routing on sash number two. The point here is to inspect the job carefully and do any touch up work while the template is still in place and the tooling is set up.  A Jig The next tricky wood working job du jour (it seemed every job was tricky today) shows Tim cutting a special springboard jig to aid in creating new molding for Chicago Rapid Transit 1024.  Trail One Time for the first try at the molding profile, using custom ground knives on our spindle shaper. In this respect every job is special and a variety of guides and jigs need to be designed and put in place to make quality work - and do that safely. It is always a learning experience - ask Tim if you do not believe me.  If At First You do not succeed try again. There are a number of factors in play as Victor Humphreys and Tim run another blank piece of white oak through the machine. Height, width, position of the knives, feed rate, how the work is supported, etc.  Next Let's try again. If you look at the series of photos above you will see things added and changed to the set up as one by one a potential problem is noted and we fix that area. Now, if only we had somebody that ran a shaper for a living for 40 years, he would probably converge on the best way quickly and be laughing at us.  The Door Time to end this post and show you the door. That is, the new door we are making for our depot. The last two pieces were tenoned and are in the process if final fitting. |
Blog AdministrationCalendarQuicksearchArchivesSyndicate This Blog |







Comments
Tue, 06-02-2026 19:38
Always a treat when a new diesel comes to IRM! Only wish we'd get more diesel department news from week to week, I always wonder what's going on in [...]
Wed, 04-01-2026 09:01
Good job on the barn 15
Wed, 03-25-2026 18:21
Exciting to see a new barn going up! What's next, after the RAIL project is complete?
Mon, 09-08-2025 08:22
Good job on the Burlington Nortern 9976. OK.
Tue, 08-12-2025 12:56
No new news that I have heard of thus far.
Tue, 08-12-2025 12:53
I'll also be doing another update on it soon. Keep en eye out for that.
Tue, 08-12-2025 12:47
A little work was done to it for Diesel Days this year. You'll see photos floating around for the temporary short term job that was done to make it [...]
Wed, 08-06-2025 13:01
Is steam car CN 15444 going to be coming to museum several times it was to be moved to muesum
Sat, 07-19-2025 18:56
Yeah, sadly it's still there as of 7/19/2025
Thu, 06-12-2025 19:14
Its been 14 years guys, where is the unit? Like really? Did you guys misplace it? Or are repairs taking that long? At this point be might we will have [...]
Wed, 04-09-2025 17:40
Jamie Thanks for the update. She's gonna shine like every thing else you guys do! Smeds
Thu, 03-06-2025 16:28
Yes, there is a wye. Those two have been MU'ed on diesel days a year or two ago.