Thursday, March 24. 2016A BIG announcementI can now write about a huge development in the last few days. To support the Turntable Fund, follow this link! A turntable has been a key element of the museum plan for many years. This will be the center of the long term plan to house and present our steam collection in a roundhouse setting. More than that it will present a fascinating visitor attraction, photographic opportunities and the ability to turn all types of equipment to present in different orientations to those with which we are familiar. We have had on site for a number of years the C&NW table from Harvard. However, this is not of a length that would accommodate larger pieces of the collection. So various opportunities have been explored over the years to obtain a larger table, ideally thru donation. A couple of weeks ago we became aware that Union Pacific had included the table of the Burnham (Denver) repair facility, that we had hoped to obtain by donation, in an auction of all assets of this, now closed, facility. This table was a target in many ways. · It is one of the largest at 130ft. and capable of turning any equipment at IRM; · It is an historic item, being a centerpiece of the Denver & Rio Grande works at Burnham; · Dating from 1941, it was installed to support Challengers coming to the Burnham facility; · In 2012 it was subject to a total refurbishment, believed to have cost at least $500,000, so is in virtually as new condition · Despite its length it is of very shallow depth. This is a critical consideration at Union due to the high water table. In view of this the board approved funding to try to acquire it by purchase at the auction. I am pleased to say that we were successful and actually obtained the table at what was basically a scrap price of $10,000. This is our new acquisition giving some idea of its excellent condition.
Clearly this is just a beginning. We must now move it from Denver to Union, which is no small exercise and will cost several times the purchase price. Once at Union we will have to construct the pit in which it can be installed. This is a MAJOR construction project and will depend upon fundraising on a large scale. However, as substantially the largest turntable in preservation, the expectation is that this will provide IRM with a major attraction in years to come. So watch this space. The next step is to get it to IRM.Nigel Wednesday, March 23. 2016Diesel Shop update 3/19/2016On Saturday March 19th, our plan for the day was to remove the radiator hatch from IT 1605 and replace a bad core. Our day started a little after 9:00am with Jeron G getting the CE 15 running as I started clearing a work area on the North aisle of the shop by the door and clearing some material stored by the pallet with the new core. We were joined by Mark S, Lee E, Don P, and later in the day Matt O joined in. We moved the string of locos out of the shop working with the track department who was also using the Forklift and prepping machines for their days work.  Photo by Mark Sanborn: Ready to pull the hatch.  Photo by Mark Sanborn: Jeron guiding the lift and removal. Sometimes, like this, it is nice having a big Cat forklift that can lift a lot and has forks that can go some 20 feet high. Although it can be too large for some uses, this wasn't one of them. We had the hatch off in a few minutes and Mark and Jeron began taking some steel plates the edges of the radiator cores. We had the right bank of cores out within a half hour after that. After we moved them to the work area in the shop, it took a little under two hours to unbolt the cores, chase the threads and clean all the bolts, make a slight modification to the headers on the new core, and bolt it all together with new gaskets. We took a break for lunch before placing the cores back into the loco.
After lunch, we moved the new bank back to the west end of the shop outside and lifted them back into the locomotive. Just a few slight adjustments were needed to line up everything. The air deflectors were screwed back into place, modifying a couple of them where the new core was sitting. The hatch was placed back on and bolted down. Lee and Don even had time to start inspecting the main and aux gens, and fuel pump motor. We cleaned up tools and supplies, put the locos away, and were done by 6:00pm. Our next job over the next week or two will be to bolt all the water pipes back on, finish the inspection, and fill here with water and test everything out.  Photo by Mark Sanborn: the right bank of cores removed.  Photo by Mark Sanborn: the new double core bolted with the old single.  Photo by Mark Sanborn: the new bank installed in the locomotive.  Photo by Mark Sanborn: the hatch being placed back onto the locomotive. Tuesday, March 22. 2016Steam Department Update February / Early March 2016
Another month of steady progress in the steam shop. There is rather less detail this month as I was away for three weekends visiting family in the UK.
Obviously the central focus is on getting #1630 complete in time for the start of operations in May. The regular work for the annual inspection continues in parallel with the major project of the valve overhaul.
The boiler and other work for the annual inspection is now largely done. A couple of weeks back, Phil cleaned and checked the arch tubes. After that the last of the wash out plugs were re-installed. Yesterday the testing of the pressure gauges was carried out so these can now be re-installed. The boiler will then have everything in place for the hydro-test.
We will now schedule this test with the FRA inspector. Once this is done we can conduct the internal inspection and, subject to any issues detected in testing, plan on steaming.
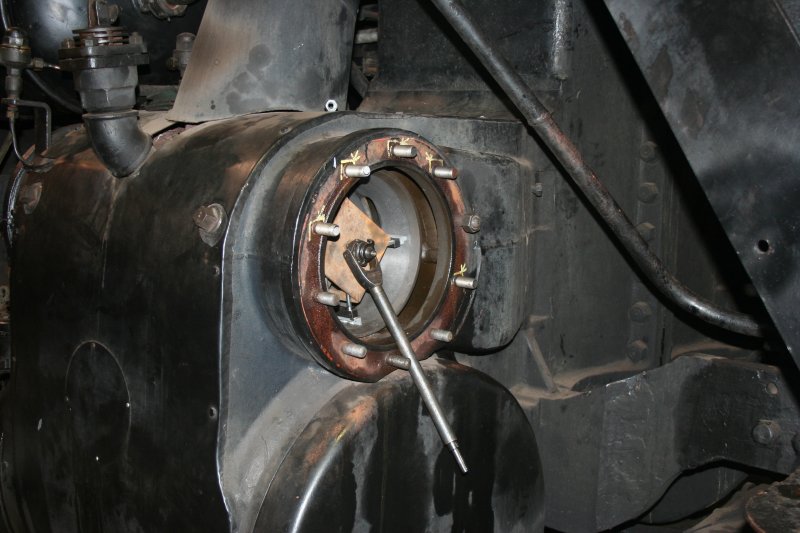
Obviously one essential part of the annual inspection is correcting those items that are considered out of or close to allowable tolerance. In this context, the spring loaded buffer on the front of the tender is was overhauled and the upper cross head bearing on the fireman’s side is being re-metaled.
The buffer has been cleaned, spacers made to take up the slack in the springs and painted. Yesterday it was re-installed onto the tender.
The tender is now complete and all that remains is to re-couple it to the locomotive by refitting the main drawbar. This has been removed, thoroughly cleaned and inspected for any cracks as required for the annual. Recoupling will be done as we prepare for steaming as this is best done by pulling the tender out of the shop and lifting the drawbar into place outside, where we have space to use the fork-lift.
A big job completed recently was casting the new Babbitt bearing for the crosshead. What does this mean?. Babbitt (alloys of tin or lead with copper and antimony) has been used for nearly 200 years to create a bearing surface against steel or iron. A favorable combination of relative softness, compression resistance and porosity, which facilitates the distribution of lubrication, mean that it is widely used for bearing surfaces to this day.
However, while modern usage is usually as a thin layer in a backing shell of a harder material, the more traditional usage made use of another property, low melting point. The metal melts around 400-500 degrees and casts well at 800-900 degrees. It will adhere well to iron or steel that is treated with a flux but not to a dirty surface. The principle is then simple. One iron or steel surface, normally a casting, does not need to be machined and is over-size versus the shaft or rod that moves against it. Molten Babbitt is then poured into the over-sized space in which it solidifies to form the bearing surface.
In the most basic form, the bearing is cast in situ. A smoky flame is used to soot the surface against which the bearing will slide, any gaps thru which the molten metal could escape are blocked and the molten metal is poured in. The contraction of the Babbitt as it cools provides a small clearance and the bearing should be ready to go with no machining necessary.
The bearing that we must replace is that in the top of the crosshead which bears on the slide bar. In theory this could be cast in place. However it was felt to be considerably safer and more accurate to cast the Babbitt in the crosshead shoe with some excess and then machine it to final size on the planer.
To do this the shoe, with a tray positioned in the center to make the “U” shaped channel, forms the mold.
The whole assembly is heated in the furnace so that the Babbitt remains liquid when it is poured into the mold. The shoe is tinned to help the Babbitt to adhere while the tray is soot coated to help it release after cooling.
Once the babbit had completely cooled, the tray was removed, the crosshead shoe was mounted onto the planer and Tom has started machining the babbit to its final dimensions.
Meanwhile the valve overhaul has progressed well.
Both valve chambers are now bored to size and the boring rig has been removed.
The valve rods were sent out to a specialist for surfacing to remove areas of wear that form over time as they run in the gland packing. These are now back and ready to start the reassembly of the valves.
The four cast iron blanks to make the new bull rings have now been machined to final internal and outside diameters. Needless to say, each of the spiders proved to be of slightly different diameters, so each of the blanks is now unique to one particular spider and therefore one of the four positions in the locomotive. They have also been tested in the bores and proved to be the required fit on the external diameter.
These are now off-site being machined to produce the finished bull rings.
Many happy hours have been spent in cleaning the spiders and valve bodies. It is essential to remove the hard carbon built up on these but, each has a small lip that secures the spring ring. So it is a long and careful process to carefully remove the carbon without causing wear to the lip.
In preparation for re-assembly the studs that hold the cylinder ends have been inspected and around 50%, that were excessively corroded, have been replaced. This provided interesting confirmation of the history of #1630. On the engineer’s side 15 of the total 20 required replacement but on the fireman’s side only 4 needed replacement. This is explained but the fact that, in the late 1930’s, she was involved in a head on collision with a Mikado, suffered heavy front end damage, and the FS cylinder casting was replaced. So the casting and studs on the ES are mostly 20 years older than those on the FS.
A minor set-back has been the conclusion that the bores need to be honed before the valves can be refitted. As with many things in the steam shop, this needs unusual equipment. Honing a 12inch cylinder requires a pretty slow turning motor. While we have such a motor, it has not been used in many years and proved to need overhaul before it could be used. That is nearly complete so the honing can hopefully be done soon.
Once this is done and the bull rings are completed, we should be able to start re-assembly of the valves.
Meanwhile work has progressed slowly but steadily on the Shay.
Work has continued steadily on the cab for #428. The riveting team have been making good a few final missing rivets. Dennis has been filling holes and shaping the roof to remove a few non-standard curves that it had developed and John has been painting and fitting the window guides.
In the shop.
So a lot of progress but still quite a lot to do for the start of the season. Watch this space.
Nigel
|
Blog AdministrationCalendarQuicksearchArchivesSyndicate This Blog |

















Comments
Tue, 06-02-2026 19:38
Always a treat when a new diesel comes to IRM! Only wish we'd get more diesel department news from week to week, I always wonder what's going on in [...]
Wed, 04-01-2026 09:01
Good job on the barn 15
Wed, 03-25-2026 18:21
Exciting to see a new barn going up! What's next, after the RAIL project is complete?
Mon, 09-08-2025 08:22
Good job on the Burlington Nortern 9976. OK.
Tue, 08-12-2025 12:56
No new news that I have heard of thus far.
Tue, 08-12-2025 12:53
I'll also be doing another update on it soon. Keep en eye out for that.
Tue, 08-12-2025 12:47
A little work was done to it for Diesel Days this year. You'll see photos floating around for the temporary short term job that was done to make it [...]
Wed, 08-06-2025 13:01
Is steam car CN 15444 going to be coming to museum several times it was to be moved to muesum
Sat, 07-19-2025 18:56
Yeah, sadly it's still there as of 7/19/2025
Thu, 06-12-2025 19:14
Its been 14 years guys, where is the unit? Like really? Did you guys misplace it? Or are repairs taking that long? At this point be might we will have [...]
Wed, 04-09-2025 17:40
Jamie Thanks for the update. She's gonna shine like every thing else you guys do! Smeds
Thu, 03-06-2025 16:28
Yes, there is a wye. Those two have been MU'ed on diesel days a year or two ago.