Sunday, January 20. 2013Steam Department Update 01-19-2013We had a good turnout at the steam shop this weekend and I am glad to say that there is major progress to report On 1630:
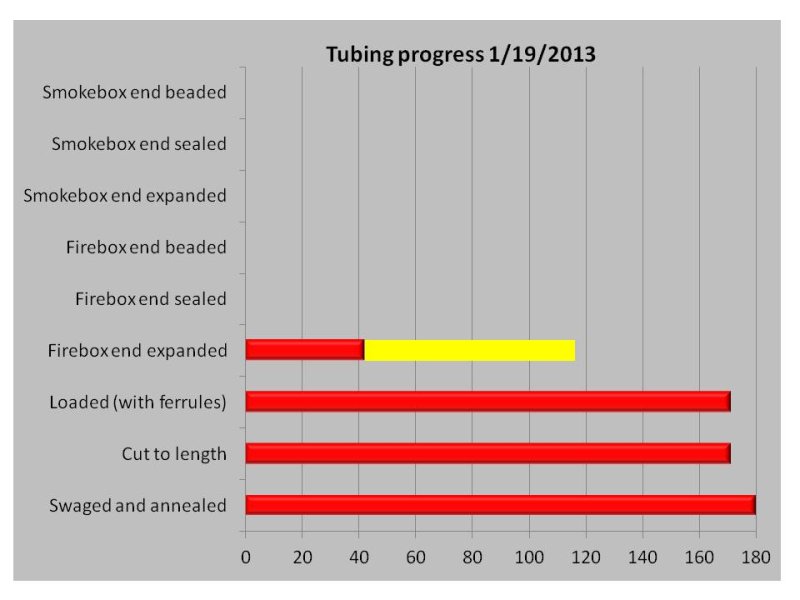
· The new tube roller has not yet arrived but we did establish a reliable "production line" expanding ends into place with the punch expander. Once the new roller arrives, hopefully in the coming week, it should have the ability to both finally seat the tube ends and flare the projecting end piece in preparation for beading. The number expanded this weekend was more than in all previous sessions combined. We could probably have done all the expansion this weekend but gave possession of the firebox whenever needed for the more critical work described below.
All the ends are now expanded on the engineer's side. This was done as we should be able to work on the fireman's side when much of the work is being done on the patch ...... just not the heavy work done this weekend. The punch expander avoids almost all the issues of ferrules moving. However, just when we thought we were safe, having done 60 tubes without incident, one ferrule shifted. After much cursing the tube was extracted and a replacement squeezed back in. The problem child was then fitted with a new ferrule and successfully expanded. · The other major progress was on the corner patch. After all the careful bending and drilling to get it tight to the mud ring we got to the stage of introducing the three dimensional shaping to fit to the side and front sheets. This is a pretty brutal exercise requiring Dennis to work close up and personal with a large heating torch then rapidly switch to wield a range of heavy hammers in a confined space.
Early in the process you can see the basic heating technique and also that, at this stage, the patch stands substantially proud of the front and side sheets along the top. The patch is of thicker steel than the existing firebox sheets so will always be proud by the distance that can be seen at the bottom, where both patch and sheet are tightly bolted to the mud ring.
Once it is suitably hot, Dennis applies a little "gentle persuasion". It is a slow and hot job. The heat reflects from the sheet and there is quite limited room to swing hammers in the confined space of the firebox. Despite the brute force involved it must also be accurate. The gap between the patch and the sheet, where the welding will be done, must be small and even. There was a long pause during the day when it became clear that grinding was required where the patch was contacting the firebox sheet. Once you have the patch red hot, it is quite a long wait before it cools enough to grind. Later in the day, once clearance had been adjusted by grinding, the process resumed.
By end of day the patch was pretty much aligned with the firebox sheets. You can see that the edge against the side sheet now shows an even projection from top to bottom. Checking the back of the sheet thru the mud ring access hole shows the patch pretty much flush with the sheets at the back. The intent was not to get it quite flush as it was still VERY hot and it may move back marginally further as it cools. The next stage is to drill the remaining rivet holes in the patch, refit it and finally adjust as necessary. More tasks are now progressing to prepare for assembly of the locomotive once we have the boiler work completed. · Brian and others worked on producing a cardboard template of the smokebox front ring (where the smokebox front is bolted to the smokebox drum). A gasket must be produced to seal this joint and the template is the basis for this. While this joint may seem pretty mundane it is actually critical to effective operation. In service the smokebox operates at a significant vacuum and at high temperature. Air leaking in can cause loss of power and damage from burning, if the air allows cinders to re-ignite in the smokebox. · Phil continued with the cab curtains. He has enlisted his mother to make the new ones. Many thanks. Sewing skills are in pretty short supply in the steam shop !. The job grows the more that you take apart. Having removed the awning from above the engineer's cab window it is now apparent that the wooden beam attached to the cab side has substantially rotted away and will need to be replaced. In other areas: · Stu and Bob continued work on the planer. Unfortunately it was not clear if they were further forward at the end of the day. While the valve block is now back in place, it was found that the large diameter hydraulic connection was not in great shape. Since this carries a 2000psi pressure, it will need to be reconstructed before the unit can be further assembled;
· Work continued on the compressor. This demonstrated the problems of stopping a job for several years. A few short test runs demonstrated an interesting tendency to produce a strange light brown froth from the oil pump. Opening and inspecting the crankcase revealed about 2/3 oil floating on 1/3 water !. As Collin said, I REALLY thought I had changed the oil when I rebuilt the valves 3 years ago !. So, after a through clean of the crankcase and oil galleries, followed by new oil and filter, operation looks much more normal. Once we can mount it properly and set up basic connection to the reservoir, we should be able to test it under load for a period. So a very successful weekend. Let's hope we can keep up the momentum next week. Nigel Comments
Display comments as
(Linear | Threaded)
Good report as usual, Nigel. The guys in the wood shop are as committed to seeing steam again as your team is. Remove the rotted awning support and bring it over to the wood shop, along with new wood. We will set aside what we are working on and make a new one asap.
Bob Kutella
#1
Bob Kutella
on
2013-01-21 04:07
(Reply)
Nigel, A crankcase heater will keep water from condensing in the oil. The shop has high temperature swings.
#2
Jerry Lynn
on
2013-01-24 20:57
(Reply)
Add Comment
|
Blog AdministrationCalendarQuicksearchComments about Illinois Central Gulf 2002, a Paducah SD20 Tue, 06-02-2026 19:38 Always a treat when a new diesel comes to IRM! Only wish we'd get more diesel department news from week to week, I always wonder what's going on in [...] about Indoor storage after Barn 15 completion Wed, 03-25-2026 18:21 Exciting to see a new barn going up! What's next, after the RAIL project is complete? about New Acquisation: What is CN 15444? Tue, 08-12-2025 12:56 No new news that I have heard of thus far. about Burlington Northern 9908 body work Tue, 08-12-2025 12:53 I'll also be doing another update on it soon. Keep en eye out for that. about Burlington Northern 9908 body work Tue, 08-12-2025 12:47 A little work was done to it for Diesel Days this year. You'll see photos floating around for the temporary short term job that was done to make it [...] about New Acquisation: What is CN 15444? Wed, 08-06-2025 13:01 Is steam car CN 15444 going to be coming to museum several times it was to be moved to muesum about New Acquisation: What is CN 15444? Sat, 07-19-2025 18:56 Yeah, sadly it's still there as of 7/19/2025 about Burlington Northern 9908 body work Thu, 06-12-2025 19:14 Its been 14 years guys, where is the unit? Like really? Did you guys misplace it? Or are repairs taking that long? At this point be might we will have [...] about Milwaukee Road 33C update 3/23/2020 Wed, 04-09-2025 17:40 Jamie Thanks for the update. She's gonna shine like every thing else you guys do! Smeds about Diesel Shop update 3/5/2025 Thu, 03-06-2025 16:28 Yes, there is a wye. Those two have been MU'ed on diesel days a year or two ago. ArchivesSyndicate This Blog |