Sunday, June 23. 2013Steam Department Update 06-22-2013It was a day of downs and ups in the steam shop. The order is significant, despite a couple of early set-backs it became a very successful day. I had to leave mid-afternoon for an evening event downtown. The major progress was achieved in the evening ..... hmm, there may be a connection there !!. We keep pushing
forward on 1630. ·
When we arrived in the
morning, Dennis had completed the required welding during the week but no more
rivets had been placed. It turned out
that a couple of the mid-week team had been sick or unavailable so no riveting
was possible on Wednesday. ·
In addition Kevin
had been in during the week and made great progress on needle chipping the
front of the locomotive ready for repainting.
In addition he had done a lot of cleaning in the shop. This is a major part of work in the steam shop. A lot of what we do creates dust and, without
periodic cleaning, the place gets into a real mess. ·
We are now getting
close to the first tests with water in the boiler to check the sealing of all
the tubes that we have fitted. So
various jobs were scheduled to prepare for this. One big requirement is obviously water, which
we need to supply from the treatment plant in the steam lead and have available
for use in the shop. For this we use the
tankage of our milk car. Jim
West, who was conductor of the day, managed to schedule things so that the car
was switched over to the steam lead by the service locomotive before the first
train. Thanks Jim. Thereafter
things went downhill !. We initially had
problems with leakage from the inspection cover of the pump in the boxcar. Good thing it was near 90 degrees as a number
of us had unexpected showers. Then,
having overcome this and linked the milk car to the supply, we discovered that
two key valves in the milk car were split.
It seems that the car was not completely drained last Fall and the
valves froze. Good thing we started this
a little ahead of when we absolutely need the water for testing. During
the day Jeff removed the damaged valves from the car so that replacements can
be ordered for fitting next weekend. Stu
and Jeff worked on the water treatment plant so that the softener, which was
out of commission due to a leak, is now working again and properly sealed the
inspection cover on the pump to avoid further showers. ·
Rick, Paul and
others worked on the smokebox front, cleaning this up and preparing the gasket.
·
Eric continued work
on the super heater flues in the front tube sheet. He is ensuring that any excess ferrule is
removed and starting to flare the tube ends in preparation for beading the ends
once we have ensured that they are water tight. ·
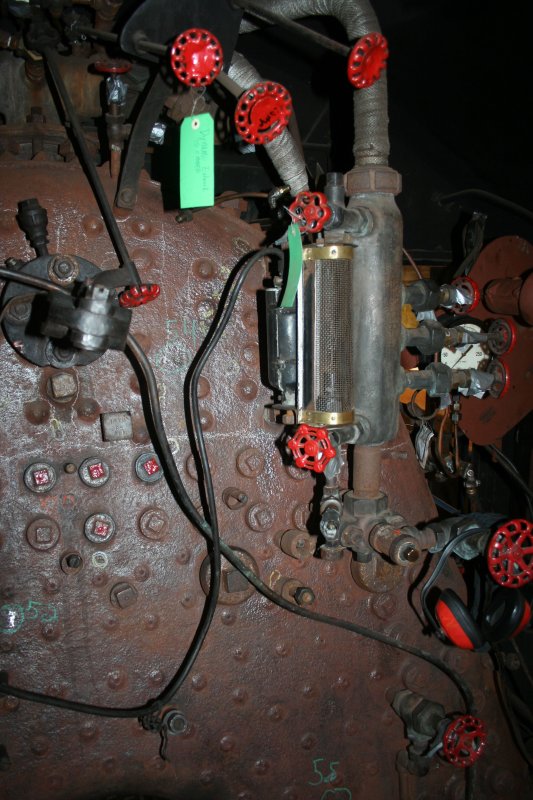
Several of us worked
on fitting the plates in the cab, on which the gauges are mounted, and then
fitting the boiler pressure gauges to these.
The water level gauges were also fitted.
All of these are needed for the initial hydro testing. It is really nice to see fittings coming back
into place on the back head, which has been bare for more than a year. The pressure and
water gauges are now back on the fireman's side
and on the
engineer's side as well.
·
Then, after I left,
the main event started. The three
remaining rivets were placed. THE
RIVETING IS COMPLETE. Some of them still
need to be caulked but the riveting itself is done. The next key job is to fit the two flexible
stays. The stays fit into the two open
sleeves that can be seen just above the rivets in the front face of the firebox
wrapper. So another major milestone is achieved. The patch is now fully installed and we can move forward to testing and reassembly. Nigel Sunday, June 16. 2013Steam Department Update 06-15-2013We are moving away from the traditional pattern that my jottings on Sunday are a simple summary of what happened the previous day !. Increasingly work is taking place several days a week whenever people are available. Since last Saturday one or more people have been in the shop on several days. The focus is on 1630 and particularly on completing the riveting. Progress on the riveting has been steady. It may be slower than we might have hoped but it has to be correctly done and we are now well on our way to completion. · On Tuesday Dennis made good around the hole for the rivet that had to be removed after last Saturday. · On Wednesday a team including Tom, Mike, Phil, Rod and Jerry worked most of the day and set three more rivets including the first two countersunk rivets in the corner itself. · Yesterday Ralph took over from Rod in the critical role of forming the rivet head and three more rivets were placed. This took us into the worst area of all, the apex of the corner. These should be far the worst ones we have to place and they are now in and good. The reason that this area is nasty is not apparent from the outside. Externally the rivet heads appear well spaced (and actually have patch screws between them). However, the geometry of a tight bend means that, on the inner sheet, the rivet head are as close as they can be. So in some cases, once one rivet has been installed, it must be caulked and any excess material removed to ensure that the bucker can be placed to drive the adjacent rivet. According to Tom's reading of some railroad maintenance standards this is not a new problem. This suggests that, in later years, some (the Santa Fe was likely one) did not use rivets thru the apex of the bend but welded the corner to the mud ring. This would probably be logical when thinking of the forces involved. The strength of the sheet when bent into a tight radius curve will be such that there is probably little force on the rivets in the corner as the boiler is pressurized. However, this is academic in our case as welding the corner would require the mud ring to be solid in that area, not thru drilled for rivets as it is on 1630 ..... and we are surely not in the business of replacing a section of the mud ring which is in perfectly good condition !. · So, after these efforts we have 3 more rivets to fit. These are ones that require some additional forming of the holes for the countersink before they can be placed and this will hopefully continue during the coming week.
Around the critical riveting we continued to progress other jobs in preparation for the testing and reassembly that will kick off once the rivets and stays are in place. · Paul and Cameron continued the installation of wires to hold the insulation. The firebox is now well on its way to completion. Nigel spent quite a while wondering how on earth to wire the sides of the firebox where there is no apparent way to secure the wires to the firebox. After a bit of cussing about the lack of any photographs of the old wiring before we took it off .... Tom pointed out that there is no wiring because the insulation in this area is attached to the cladding sheets so that it can be easily removed to check the stays that are behind the cladding in this area. · With Vince's help I installed all the wash out plugs aside from the one in the immediate area of the riveting. This is a job that requires care. The plugs are brass and have a tapered thread to seal into the steel boiler sheets. They must be cleaned, lubricated with the graphite sealing compound and carefully run into the threads before being finally tightened with a wrench. While the final tightening requires significant torque, it is critical that the plug is smoothly in its thread before force is applied. The results of forcing a cross threaded brass plug is pretty devastating to the brass threads !. · Jeff is setting up to cut insulation blocks ready for installation. (If you visualize rectangular blocks of insulation that are to be fitted around the outside of the circular boiler barrel, we will need a whole lot of blocks with the long edges cut to a standard angle to fit closely with the adjacent blocks). Hopefully we will have these precut and ready for when we are able to fit them. · The smokebox front ring was retrieved from storage and set up on stands in front of the shop where it will be used to cut the pattern for the gasket that will be required to seal it to the front of the smokebox. Alex made good progress in wire brushing the surface ready to start work on the gasket. So work continues steadily. Once the last three rivets are in place we will be close to the next big step of testing the tubes for leakage. Nigel Sunday, June 9. 2013Steam Department Update 06-08-2013I guess we would have to say that it was a reasonable rather than a good day of progress in the steam shop. While we moved forward with the critical activity that we have been planning for several weeks, progress was not as good as we had hoped. There was however real progress on the most critical work remaining to be done. Obviously the main focus remains on 1630 · Eric and Curt worked steadily at grinding the tube ends in the front tube sheet. This is a tedious job, requiring care to ensure that the projection is reduced to 1/4 inch but no less. They have now completed all but one of the super heater flues. Good work guys!.
· Brian and David worked with Richard to install the wires to secure the insulation. Wiring of the barrel is now largely complete. · Jane worked on cleaning and priming the small cladding plates. These are used under the large sheets to seal around pipes and rods. Given the number of projections from the boiler, there are a LOT of these, all of which need to be clean and painted ready for fitting. · The remaining large cladding sheets were lifted back onto the top of the machine shop to store until required. · All of which brings us to the main event !. Work started on installing the rivets to finally secure the patch into the firebox corner and so complete the boiler shell. Firstly a correction to last week, which demonstrates the dangers of documenting things that happen while you are not there !. Having read last week's notes, Jerry pointed out that it was he, not Mike and Tom, who set up the timber staging to hold the bucker in the firebox. He even spent much of Memorial Day doing so. Sorry Jerry, my bad. Overall there are 13 rivets to be installed. Of these 6 are not significantly countersunk into the sheets and have conical heads on the outside while 7 (those in and closest to the corner) are substantially countersunk (and have shallow rounded heads on the outside). 11 are ready to install while 2 more require some further welding work by Dennis (after the 11 are in) before they can be fitted. (To avoid confusion, the six domed heads already in place in the corner are not rivets but patch screws threaded into the mud ring.) Bolts were set into each of the holes to lock everything rigidly in place before setting the rivets. One bolt is removed at a time and replaced with a rivet. In this shot the first rivet has been fitted in the front sheet while bolts indicate the 12 remaining to be fitted.
Work started on the cone headed rivets, of which there are four in the front and two in the side. Here two are fitted and the hole is ready for the third to be fitted.
The heated rivet is passed to the team in the firebox and placed into its hole. The end projects substantially thru the outer sheet. The bucker is positioned behind it and activated to start hammering. In this shot you can see the length of rivet that initially projects thru the sheet.
The hammer is carefully positioned on the projecting end.
Hammering compresses the hot rivet to form the head. The time to do this is a matter of a few seconds as the contact with the mud ring and hammer cools the rivet very quickly, As the rivet cools from the light yellow, at which it is placed, toward a dark yellow and then red it cannot be further shaped by hammering.
When the hammer is removed we can see the formed rivet head, still red hot.
Forming the head of the rivet is rather like forcing back on a projecting cylinder of putty to form the required shape. The challenge is that it must be driven back accurately so that the head remains centered on the shaft of the rivet. If it once starts to bend, the force of the hammering will tend to accelerate the bending, resulting in a head offset from the body of the rivet that must be removed and replaced. The four in the front sheet went in well with no failures.
Unfortunately the two in the side proved more problematic. The first did bend in forming and produced an unacceptable result. The head was ground off and, with a significant amount of work using the air hammers, was driven out, much to our relief as the greater concern is that it "mushrooms" in the hole and must be drilled out. This hole will need to be cleaned up during the week before another rivet can be fitted. Installation of the second rivet was attempted twice late in the evening. In both cases we had problems with the air hammer forming the head, as a result of which the process was stopped before the rivet was seriously deformed. So there should not be much problem in removing the rivet. The problems with the hammer were resolved but, by 9:30 at night, operator exhaustion was a substantial risk factor and work was stopped for the day. So nearly 1/3rd of the total are installed. The disappointment is that, based upon initial progress, we had hoped that substantially more would have been completed. So - to be continued next week. The other big exercise was the continuation of work with a large B&G team to relocate the materials from West of the shop access road. The tricky items such as the tank and cab of the 0-4-0 were safely located to a much better area, where they are now standing on more secure supports that will keep them clear of the ground. So we will be back next Saturday with the target of making a good deal more progress with the riveting. Nigel |
Blog AdministrationCalendarQuicksearchArchivesSyndicate This Blog |















Comments
Wed, 04-01-2026 09:01
Good job on the barn 15
Wed, 03-25-2026 18:21
Exciting to see a new barn going up! What's next, after the RAIL project is complete?
Mon, 09-08-2025 08:22
Good job on the Burlington Nortern 9976. OK.
Tue, 08-12-2025 12:56
No new news that I have heard of thus far.
Tue, 08-12-2025 12:53
I'll also be doing another update on it soon. Keep en eye out for that.
Tue, 08-12-2025 12:47
A little work was done to it for Diesel Days this year. You'll see photos floating around for the temporary short term job that was done to make it [...]
Wed, 08-06-2025 13:01
Is steam car CN 15444 going to be coming to museum several times it was to be moved to muesum
Sat, 07-19-2025 18:56
Yeah, sadly it's still there as of 7/19/2025
Thu, 06-12-2025 19:14
Its been 14 years guys, where is the unit? Like really? Did you guys misplace it? Or are repairs taking that long? At this point be might we will have [...]
Wed, 04-09-2025 17:40
Jamie Thanks for the update. She's gonna shine like every thing else you guys do! Smeds
Thu, 03-06-2025 16:28
Yes, there is a wye. Those two have been MU'ed on diesel days a year or two ago.
Wed, 03-05-2025 14:04
7009 number boards look good. Is there a way to turn a locomotive around at IRM? In case you ever had a mind to connect 7009 and 6847?